
1. 智能高效:自带丰富刀路策略(如动态铣削、高速铣削),可自动优化切削路径,减少空行程,加工效率提升30%以上。
2. 精准稳定:刀路仿真功能能提前检测碰撞、过切,配合高精度补偿算法,保证零件加工精度,降低废品率。
3. 灵活兼容:支持2-5轴联动加工,适配模具、零件等多种场景,可导入CAD格式文件,与主流机床控制系统无缝对接。
4. 易上手性:图形化界面直观,参数设置简洁,新手可快速掌握基础刀路编程,老手能通过自定义参数实现复杂加工需求。
动态铣削:参数调试步骤+实际加工案例解析
一、详细参数调试步骤
1. 前期准备
- 导入零件模型(支持IGES、STEP等格式),确认加工坐标系(建议选零件基准面),创建刀具(优先选硬质合金立铣刀,直径根据型腔大小选择,如Φ10mm)。
- 定义毛坯:按零件实际尺寸放大5-10mm,确保覆盖加工区域,避免空切或漏切。
2. 核心参数设置
- 切削策略:在“刀路类型”中选择“动态铣削”,子类型选“型腔动态铣”。
- 刀具路径参数:
- 切削步距:设置为刀具直径的60%(即Φ10mm刀具对应6mm),平衡效率与刀具寿命。
- 进给率:硬质合金刀具加工钢件时设1500mm/min,铝件设2500mm/min。
- 主轴转速:钢件取2000rpm,铝件取3000rpm,避免转速过低导致积屑。
- 切削深度:每层吃刀量3mm,深腔零件分多层切削,减少刀具负载。
- 进刀/退刀设置:采用“螺旋进刀”,进刀角度5°,高度0.5mm,避免垂直进刀冲击刀具。
- 动态参数:开启“摆线切削”,摆线半径设为刀具半径的1.2倍,防止刀具过载;勾选“残料清除”,清除角落未加工区域。
3. 仿真与优化
- 运行刀路仿真,查看是否存在碰撞、过切(红色区域提示),重点检查型腔角落、深槽位置。
- 若出现空行程过多,调整“安全高度”(设为零件表面上方2mm);若刀具振动,降低进给率10%-20%。
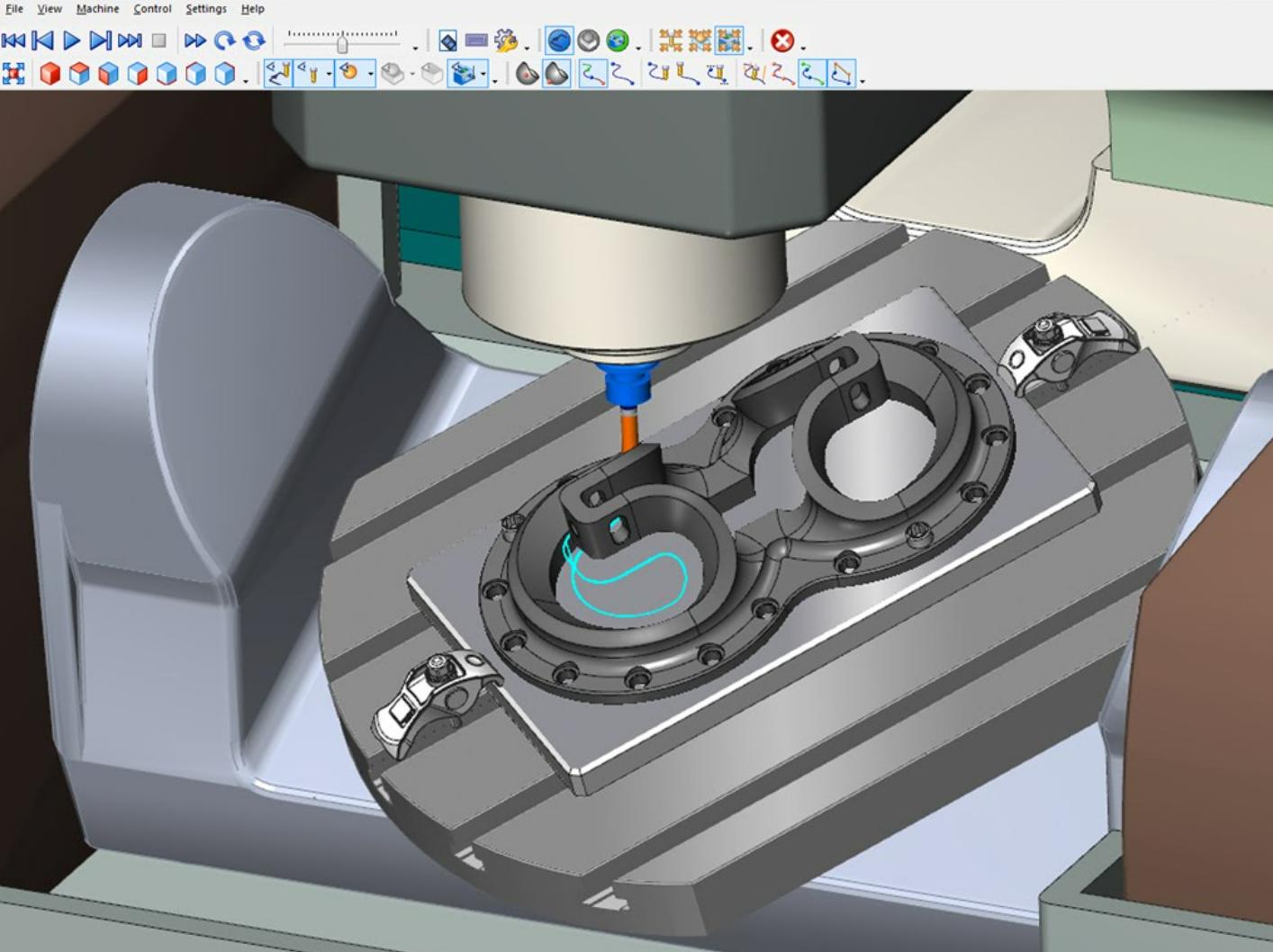
二、实际加工案例解析
案例:模具型腔粗加工(材料:45号钢,型腔尺寸:100mm×80mm×20mm)
1. 加工需求
- 快速去除型腔多余材料,预留0.3mm精加工余量,保证型腔基本形状精度。
2. 刀具与设备
- 刀具:Φ10mm硬质合金立铣刀(4刃)。
- 设备:FANUC系统CNC铣床。
东莞市振华培训学校(办学许可证人社民4419105060150号),是东莞人力资源与社会保障局正规办学机构,东莞市职业技能教育领导品牌,
19年办学机构,政府主管,学校秉承以“服务求生存,以贡献谋发展”的经营宗旨,免费住宿,随到随学,提升技术与学历两不耽误,欢迎垂询!
报名电话: 13058513999(微信同号),13268696529(微信同号)
校区地址:东莞石碣、莞城校区、长安校区、黄江校区、横沥校区
公众号:石碣振华机械技术学习(gh_e04794c3fb74)
 首页
首页 学校新闻
学校新闻 学校专业
学校专业 学历教育
学历教育 特种作业
特种作业 职称考证
职称考证 就业服务
就业服务 联系我们
联系我们